Technologies
WHAT IS POWDER COATING?
Powder Coating is a mixture of finely ground particles of pigment and resin, which is electrostatically sprayed onto the surface to be coated. It is an environmental friendly choice and thermosetting (when the part is reheated, it will not melt) paint.
WHAT IS IN POWDER COATING?
Pigment: Pigments are used to give colour and surface cover. There are organic as well as inorganic pigments.
Filler: Fillers in powder coatings give volume and are used to resist sagging out of the film, to improve abrasion resistance, improve resistance to humidity.
Resin: Resin determines the fundementals of powder coating.( chemichal resistance, thermal stability, and mechanical characteristics).
Hardener: Hardener determines the specific properties of the coating: chemical resistance, thermal stability, physical and mechanical characteristics. in conjunction with the resin.
Additives: Additives determines surface appearance. There are 5 categories: accelerators,egassing additives, thixotropic additives, flow-control agent, matting agent.
THE ADVANTAGES OF POWDER COATING?
- Powder Coating gives consumers, businesses, and industries one of the most economical, longest lasting, and most color-durable quality finishes available on practically any type of metal.
- Color selection is virtually unlimited with flat, satin, gloss, high gloss, metallic, candies, clear, iridescent, fluorescent, wrinkle, hammer tone, and glitter finishes available.
- Wide range of application areas provide use for variety of industries,
- During application, Powder coating overspray can be recycled and thus it is possible to achieve nearly 100% use of the coating.
- It is ready to use, without mixing or thinning,
- In one application with no dripping, running, thicker coating can be accomplished (2000 micron).
- The risk of fire is minimum,
- Does not melt or freeze,
- Powder coating contains no solvents and release negligible amounts volatile organic compounds into the atmosphere,
- Compared to liquid paint, powder coating contains less environmental waste,
- Powder coatings can be applied to a variety of decorative products.

ENVIROMENTAL FRIENDLY POWDER COATING
Powder Coating are environmentally and economically more beneficial than liquid paints. While liquid paints contain up to P solvents in order to dissolve binders, fillers, and pigments, powder coatings do not require solvents. Solvents that vaporize in the atmosphere are very hazardous to the environment. Powder coatings are manufactured without using organic solvents therefore, they are environment friendly.
POWDER COATING SPECIFICATIONS AND FIELD OF APPLICATIONS
Epoxy powder coatings
Epoxy powder coating increases a material's toughness and also adds chemical and abrasion resistance to materials. It is resistant to acid, solvent and chemichals. They are used as insulator coats on electrical equipments. Epoxy powder can easily create matte surfaces, therefore, it is used on decorative products. The disadvantage of epoxy powder coating is when over curred yellowing can occur. Another of epoxy powder coating is it is not resistant to UV lights, after too much sun exposure, it takes on a chalky look. Therefore, outdoor use is not suggested...
Epoxy polyester powder coating
Expoxy polyester powder coating also known as Hybrid- is greater cost saving alternative to expoxy paint for indoor applications. It is designed for decorative indoor uses which do not require any UV resistance that outdoor applications do. Compare to epoxy, hybrid coating contians polyester and therefore it is more resistant to yellowing. The ratio of resin to polyster can vary from 50/50 to 80/20 based on to customer demand. It is highly mechanical resistant. Epoxy polyester powder coating is commonly used in metalic furniture,appliances, lighting and, automotive industries.
Polyester powder coating
Polyester powder coatings are resistant to UV lights. Therefore, they are preferred for outdoor applications. They are highly mechanical resistant. Compared to epoxy and hybrid powder coating, polyester powder coatings are more resistant to yellowing. Since, resin and pigments used in polyseter coating, they are resistant to high heat and can be used in heating appliances such as oven, and electrical heater. Super resistant polyester powder coatings have 2 or 3 times (30 years) longer life than normal polyester powder coatings. They are intensively used in architectural exterior applications..
Polyurethane powder coating
Polyurethane powder coatings are usually preffered in surfaces that are matte and/or surfaces that require UV resistance. They have greater surface expansion, Genarally, they are used in automotive parts and wood grain transfer applications.
Suggested Powder Coating Systems for Selected surfaces
| Yuzey/Malzeme E EP |
PE |
Yuzey/Malzeme |
E |
EP |
PE |
||
|---|---|---|---|---|---|---|---|
| Aluminum works | + |
+ |
Baby Strollers | + |
|||
| Aluminum exterior cladding/caping | + |
Washing Machines/Dishwashers | + |
||||
| Home and Office furniture | + |
Refrigerators/Freezers' | + |
||||
| Shelving/Cabinets | + |
Outdoor/Sports & Camping Equipment | + |
+ |
|||
| Kitchen furniture | + |
+ |
Toys | + |
|||
| Bathroom Accessories | + |
Car tire rims | + |
+ |
|||
| Garden furniture | + |
+ |
Automotive Side Industries | + |
+ |
+ |
|
| Lighting Equipment | + |
Ovens | + |
||||
| Laboratory Devices | + |
+ |
Heaters | + |
|||
| Electrical Panels | + |
Electrical Home Appliances | + |
||||
| Garden Fences | + |
Air Conditioning Equipment | + |
+ |
|||
| Street Furniture | + |
Sewing Machines | + |
||||
| Panel radiators | + |
Fuel Pumps | + |
+ |
|||
| Hand Tools | + |
Fire Extinguishers | + |
||||
| Farm Equipment | + |
Construction Machines | + |
+ |
|||
| Advertising Boars | + |
Pipe Lines | + |
||||
| Water meters | + |
Satellite Dishes | + |
||||
| Bicycles/Motorbikes | + |
Office Machines | + |
+ |
|||
E: Epoxy EP: Epoxy polyester PE: Polyester

Premix
The weighed raw materials are put in a container and are well mixed during a predefined time to obtain a homogeneous distrubition. The container is brought to the extruder, after control on homogeneity. Any needed correction of coloring will be made during this process.

Premix
The premixed ingredients are brought to extruder. In the extruder, ingredients are warmed up to a sort of paste, mixed and kneaded. The paste, leaving the extruder is immediately flattened between two cylinders and cooled on a conveyer. This is done by cooling the welt by air and cold water. At the end of the cooling conveyer, the continuous powder plate is broken down into little pieces (named "chips") that will be caught up in containers.

Sifting and Packaging
The final structuring of particle size distribution is accomplished by passing the ground materials through sieves or cyclonic separators. When an optimum particle size is obtained, powder is packaged in airtight and dampproof boxes or bags.
POWDER COATING QUALITY CONTROL
Powder Coating Paints are gone through some quality testing considering the factors ( impact, chemicals, UV lights, humidity, etc.) they may be exposed where they will be used. The level of resistancy and application data wil be collected according to test results.
Visual Inspection
Surface Appearance: Fully cured and optimum film thikness applied surface is checked for any bits, craters, hazeness and orange peel.
Gloss Meter Test: Gloss is measured objectively with a gloss meter in three different angles; at 20 degree, 60 degree, and 85 degree. In general, the gloss is measured under an angle of 60°. However, if the result is too glossy, then 20 degree, or if the result is too matte, then 85 degree should be preffered.
Haziness: Pusluluk: It is measured under an angle of 20 degree with a gloss meter.
Orange peel: According to Powder Coating Instute, the surface is evaluated for orange peel from 1 to 10, 1 being the worst, 10 being the best surface.
Color Match Test: Touto zkouškou se měří míra nepravidelnosti odstínu, tedy skvrnitost, ke které může dojít v důsledku smíchání dvou různých typů práškových nátěrových hmot.
Color: This test measures the rate of hazeness that may occur as a result of two different types of powder coatings being mixed. Color: It is measured with a color measurment device. The numeratical difference between the tested sample and refrence sample are calculated.
Physical Tests
Film Thickness: The thickness of the powder coat on a metal surface is measured by micron. For smooth powder coating 70 micron, for wrinkle coating 90 micron is suggested.
Conical bend test: The conical shape of the bending area allows the deformation of the test panel and examination of the elasticity range of a coating.
Impact Testi: This test determines the impact resistivity and flexibility of coatings by checking for any cracks or peelings when a mass that falls from different heights on the coated surface.
Adhesion Test: A cross-cut is made on the coated test panel. A standard tape is put on the cross-cut. The cross-cut is valued through the quantity of the detached film after removing the tape
Cupping Test: It is a ductility and adhesion test, which evaluates the ability of metallic sheets to undergo plastic deformation in stretch forming. The test consists of forming an indentation by pressing a punch with a spherical end against a test piece clamped between a blank holder and a die, until a through crack appears.
Hardness Measurement: Hardness test is used for measuring the hardness of a coating by indentation of a beveled disc indenting tool with a pencil or buchholz standards.
Laser diffraction analysis: It is used for determination of particle size distribution. By laser diffraction analysis it is possible to obtain additional data like biggest particle size or avarage particles size.
Other Quality control Tests
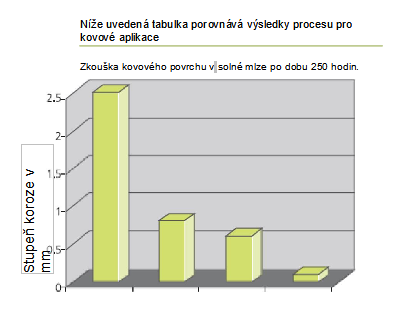
Salt Spray Corrosion Test: The salt spray test is a standardized test method used to check corrosion resistance of coated samples. Coatings provide corrosion resistance to metals. Test duration depends on the corrosion resistance the coating: the more corrosion resistant the coating is, the longer the period in testing without showing signs of corrosion.
Humidity test: It is done in a chamber with an environment of saturated humidity, at a determined temperature. This test evaluates humid and corrosion resistant of samples in a humid environment.
Boiling WaterAdhesion: Coated Panel is tested for boiling water resistance in a determined time (about 2 hours).
MEK Test (Methyl Ethyl Ketone ): MEK Test is performed to assure that the powder paint has properly cured and adhered to the surface. Methyl Ethyl Ketone is rubbed across the surface of the part with a cotton swab (50 double rubs) to make sure the paint does not lose its bond. Any fading, softenning or peling will provide information about the surface's chemical resistance. This test also contains data about curing of powder coating.
Yellowing Resistance: It is the measurment of color change during coating process. An over baked powder coating in higher tempature and/or higher time is compared with an optimumly baked one.
Pretreatment of Metal Surface
Regardless to the type of paint, the surface must be dry and free of oxides (scale, rust etc.), or any trace of grease, dust, or parting compounds. However, clean surface may not be sufficient alone in powder coating applications." Therefore, before paint application, surface cover process,also known as pretreatment, has to be applied.
There are three main purpose of pretreatment:
- Cleaning the surface completly
- Pepare the surface ready for coating
- Improve the corrosion resistant
The surface process applications are iron phosphating, zinc phosphating and chromate based on metal type.
Powder coatings are applied by special guns, which are charged electrostatically and adhered to grounded material. The sprying mechanism is a simple air powered device with a hopper sending the particals to nozzle through certain air pressure.
There are two types of powder coating methods, corona charging and tribo charging. Tribo charging has typically been limited by the types of powder it can apply. However, it is not a must for corona charging. Both corona or tribo powder coatings can be applied with corona charging.
|
Metal surface application process |
||
|---|---|---|
| Zinc phosphoting | 4 step iron phosphoting | 6 step iron phosphoting |
| Greasing | Greasing phosphoting | Greasing |
| Rinsing | 1st Rinsing | Rinsing |
| Conditioning | 2nd Rinsing | Iron Phosphoting |
| Zinc Phosphoting | DI Rinsing | 1st Rinsing |
| Rinsing | 2nd Rinsing | |
| DI Rinsing | DI Rinsing | |
Spesifications of Corona Spray Gun:
Corona charging guns are the most used application devices in Powder Coating Applicatons. They work based on the priciple that loading the paint particles by charghing electorode with high voltage (max 100kw) near the tip of the gun as they are spreyed.
- Particles are charged with negative charge by the high voltage electric by the tip of the gun.
- Faraday Effect may occur in angular and /or recessed surfaces.
- Provides high spraying rate.
- Simple construction,requires less equipment.