Technologie
CO JE PRÁŠKOVÝ LAK?
Práškový lak je směs jemně mletých částic pigmentu a pryskyřice, která se elektrostaticky nastříká na povrch, který má být opatřen nátěrem. Jedná se o ekologicky šetrnou a termosetovou barvu (která se při opětovném zahřátí neroztaví).
CO JE OBSAŽENO V PRÁŠKOVÉM LAKU?
Pigment: Pigmenty se používají pro obarvení a krytí povrchu. Existují organické i anorganické pigmenty.
Plnivo: Plniva v práškových nátěrech dodávají objem a používají se k ochraně proti stékání nátěru a ke zvýšení odolnosti proti oděru a vlhkosti.
Pryskyřice: Pryskyřice určuje základní vlastnosti práškového laku (chemickou odolnost, tepelnou stabilitu a mechanické vlastnosti).
Tvrdidlo: Tvrdidlo ve spojení s pryskyřicí určuje specifické vlastnosti laku: chemickou odolnost, tepelnou stabilitu, fyzikální a mechanické vlastnosti.
Aditiva: Přísady určující vzhled povrchu. Existuje 5 kategorií: urychlovače, odplynovací přísady, tixotropní přísady, činidlo pro regulaci tečení, činidlo pro matný povrch.
CO JE OBSAŽENO V PRÁŠKOVÉM LAKU?
- Práškové lakování poskytuje spotřebitelům, firmám a průmyslovým odvětvím jednu z nejekonomičtějších, nejtrvanlivějších a barevně nejstálejších kvalitních povrchových úprav, které jsou k dispozici prakticky pro všechny typy kovů.
- Výběr barev je téměř neomezený, k dispozici jsou hladké, saténové, lesklé, vysoce lesklé, metalické, smaltované, čiré, duhové, fluorescenční, drsné, kované a třpytivé povrchy.
- Široká škála oblastí použití umožňuje využití v různých průmyslových odvětvích,
- Během aplikace lze použitý práškový lak recyklovat, a tak je možné dosáhnout téměř 100% využití materiálu.
- Práškový lak je připraven k okamžitému použití bez míchání nebo ředění,
- jedinou aplikací, bez kapání a stékání, a s možností zesílení vrstvy laku (2000 mikronů).
- Lak představuje minimální riziko požáru,
- nerozpouští se ani nezamrzá,
- práškový lak neobsahuje žádná rozpouštědla a do ovzduší se z něj uvolňuje zanedbatelné množství těkavých organických látek,
- v porovnání s tekutými barvami obsahuje práškový lak méně odpadu, který by zatěžoval životní prostředí,
- práškové nátěry lze aplikovat na celou řadu dekorativních výrobků.

PRÁŠKOVÉ LAKOVÁNÍ JE ŠETRNÉ K ŽIVOTNÍMU PROSTŘEDÍ
Práškové laky jsou ekologicky i ekonomicky výhodnější než tekuté nátěrové hmoty. Zatímco tekuté nátěrové hmoty obsahují až 50 % rozpouštědel, aby se rozpustila pojiva, plniva a pigmenty, práškové nátěrové hmoty rozpouštědla nevyžadují. Rozpouštědla, která se odpařují do atmosféry, jsou velmi nebezpečná pro životní prostředí. Práškové laky se vyrábějí bez použití organických rozpouštědel, a jsou proto šetrné k životnímu prostředí.
SPECIFIKACE PRÁŠKOVÝCH LAKŮ A OBLASTI POUŽITÍ
Epoxidové práškové laky
Epoxidové práškové laky zvyšují pevnost materiálu a také dodávají materiálům odolnost proti chemikáliím a oděru. Jsou odolné vůči kyselinám, rozpouštědlům a chemickým látkám. Používají se jako izolační povlak prvků elektrických zařízení. Epoxidový prášek dokáže snadno vytvořit matný povrch, proto se používá na dekorativní výrobky. Nevýhodou epoxidových práškových laků je, že při nadměrném vytvrzení může dojít k zežloutnutí. Další nevýhodou epoxidového práškového laku je, že není odolný vůči UV záření, při dlouhodobém působení slunečního záření dostává křídový vzhled. Proto se venkovní použití nedoporučuje.
Epoxidový polyesterový práškový lak
Epoxidový polyesterový práškový lak – známý také jako hybridní – je úspornější alternativou k epoxidovému nátěru pro použití v interiéru. Je určen pro dekorativní interiérové použití, které nevyžaduje odolnost proti UV záření jako venkovní aplikace. V porovnání s epoxidovými laky obsahuje hybridní nátěrová hmota polyester, a proto je odolnější vůči žloutnutí.
Poměr pryskyřice a polyesteru se může pohybovat od 50/50 do 80/20 podle požadavků zákazníka. Lak se vyznačuje vysokou mechanickou odolností. Epoxidové polyesterové práškové laky se běžně používají na kovový nábytek, spotřebiče, osvětlovací tělesa a automobilové díly.
Polyuretanové práškové laky
Polyuretanové práškové lakování se obvykle upřednostňuje u povrchů, které mají být matné, a/nebo vyžadují odolnost proti UV záření. Mají větší roztažnost povrchu. Obvykle se používají v automobilovém průmyslu a pro zvýraznění přirozené kresby dřeva.
Navrhované systémy práškového lakování pro vybrané povrchy
| Yuzey/Malzeme E EP |
PE |
Yuzey/Malzeme |
E |
EP |
PE |
||
|---|---|---|---|---|---|---|---|
| Hliník | + |
+ |
Dětské sportovní kočárky | + |
|||
| Hliníkové vnější obklady/kryty | + |
Pračky/myčky nádobí | + |
||||
| Nábytek pro domácnosti a kanceláře | + |
Chladničky/mrazničky | + |
||||
| Regály/skříňky | + |
Outdoorové/sportovní a kempingové vybavení | + |
+ |
|||
| Kuchyňské linky | + |
+ |
Hračky | + |
|||
| Koupelnové doplňky | + |
Ráfky automobilových kol | + |
+ |
|||
| Zahradní nábytek | + |
+ |
Doplňky pro automobilový průmysl | + |
+ |
+ |
|
| Osvětlovací tělesa | + |
Pece | + |
||||
| Vybavení laboratoří | + |
+ |
Topná tělesa | + |
|||
| Elektrické panely | + |
Domácí elektrické spotřebiče, | + |
||||
| Zahradní ploty | + |
Vzduchotechnická a klimatizační zařízení | + |
+ |
|||
| Mobiliář | + |
Šicí stroje | + |
||||
| Plochá topná tělesa | + |
Palivová čerpadla | + |
+ |
|||
| Ruční nástroje | + |
Hasicí přístroje | + |
||||
| Zemědělské nářadí | + |
Stavební stroje | + |
+ |
|||
| Reklamní tabule | + |
Potrubní vedení | + |
||||
| Vodoměry | + |
Satelitní antény | + |
||||
| Jízdní kola/motocykly | + |
Kancelářské stroje | + |
+ |
|||
E: Epoxid EP: Epoxidový polyester PE: Polyester

Premix
Navážené suroviny se vloží do nádoby a po stanovenou dobu se důkladně promíchávají, aby se dosáhlo homogenní směsi. Nádoba se po kontrole homogenity vloží do extrudéru. Během tohoto procesu se provede případná korekce barvy.

Premix
jednotlivých přísad se vloží do extrudéru. V extrudéru se suroviny zahřejí, aby vznikla kašovitá hmota, která se promíchává a hněte. Pastovitá hmota vycházející z extrudéru se okamžitě lisuje naplocho mezi dvěma válci a dává se na dopravník, kde se chladí. Chlazení výlisku se provádí vzduchem a studenou vodou. Na konci chladicího dopravníku se kontinuální hmota práškového laku rozbije na malé kousky (tzv. „drť“), které se dávají do zásobníků.

Prosévání a balení
Konečné rozdělování podle velikosti částic se provádí průchodem rozemletých materiálů přes síta nebo cyklonové separátory. Po vytřídění částic optimální velikosti se prášek balí do vzduchotěsných krabic nebo pytlů odolných proti vlhkosti.
KONTROLA KVALITY PRÁŠKOVÉHO LAKU
Práškové nátěrové hmoty procházejí testováním kvality s ohledem na faktory, jako jsou nárazy, chemikálie, UV záření, vlhkost atd., kterým mohou být lakované předměty vystaveny v místě použití. Úroveň odolnosti a údaje o použití jsou uspořádány podle výsledků těchto zkoušek.
Vizuální kontrola
Vzhled povrchu: Plně vytvrzený lakovaný povrch s optimální tloušťkou vrstvy se kontroluje z hlediska přítomnosti úlomků, důlků, matných skvrn a efektu pomerančové kůry.
Zkouška lesku: Lesk se měří objektivně pomocí měřiče lesku pod třemi různými úhly: 20 stupňů, 60 stupňů a 85 stupňů. Nejčastěji se lesk měří pod úhlem 60°. Pokud je však měřena plocha s vysokým leskem, je třeba zvolit úhel 20 stupňů, nebo pokud je plocha velmi matná, volí se úhel 85 stupňů.
Nepravidelnost odstínu: Skvrny: Měří se pod úhlem 20 stupňů pomocí měřiče lesku.
Efekt pomerančové kůry: Podle Institutu práškového lakování se efekt pomerančové kůry na povrchu hodnotí na stupnici od 1 do 10, přičemž 1 je nejhorší a 10 nejlepší povrch.
Test porovnání barev: Touto zkouškou se měří míra nepravidelnosti odstínu, tedy skvrnitost, ke které může dojít v důsledku smíchání dvou různých typů práškových nátěrových hmot.
Barva: Měří se pomocí přístroje na měření barvy. Vypočítává se číselný rozdíl mezi testovaným vzorkem a referenčním vzorkem.
Fyzikální testy
Tloušťka vrstvy: Tloušťka vrstvy práškového laku na kovovém povrchu se měří v mikronech. Pro hladké plochy pro práškové lakování se doporučuje 70 mikronů, pro drsné povrchy se doporučuje tloušťka vrstvy 90 mikronů.
Zkouška ohybem na kónickém trnu: Kuželovitý tvar ohybové plochy umožňuje deformaci zkušebního panelu a zkoumání rozsahu pružnosti vrstvy povlaku.
Zkouška odolnosti prosti úderu: Tato zkouška zjišťuje pružnost nátěrů a jejich odolnost proti nárazu tím, že se kontroluje, zda se při pádu tělesa z různých výšek na povrchu nátěru neobjeví trhliny nebo odlupování.
Zkouška přilnavosti: Na nalakovaném zkušebním panelu se provede příčný řez. Na příčný řez se nalepí standardní páska. Příčný řez se hodnotí podle množství odloupnutého laku po odstranění pásky
Zkouška hloubením: Jedná se o zkoušku tažnosti a přilnavosti, která hodnotí schopnost kovových plechů podléhat plastické deformaci při tváření tahem. Zkouška spočívá ve vytvoření vtisku tlakem raznice s kulovým koncem proti zkušebnímu vzorku upnutému mezi držákem polotovaru a matricí, dokud se neobjeví průchozí trhlina.
Měření tvrdosti: Zkouška tvrdosti se používá k měření tvrdosti povlaku pomocí vtisku zkoseného kotoučového lisovacího nástroje s hrotem nebo pomocí měření buchholzovými etalony.
Laserová difrakční analýza: Používá se ke stanovení distribuce velikosti částic. Pomocí laserové difrakční analýzy je možné získat další údaje, jako je největší velikost částic nebo průměrná velikost částic.
Další testy kontroly kvality
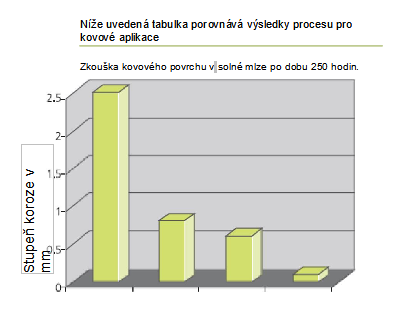
Zkouška koroze v solné mlze
Zkouška v solné mlze je standardizovaná zkušební metoda používaná ke kontrole korozní odolnosti povlakovaných vzorků. Povlaky mají zajišťovat odolnost kovů proti korozi. Doba trvání zkoušky závisí na korozní odolnosti povlaku; čím je povlak odolnější proti korozi, tím delší je doba trvání zkoušky do prvního projevu koroze.
Zkouška odolnosti proti vlhkosti
Tento test se provádí v komoře s prostředím nasyceným vlhkostí při stanovené teplotě. Tato zkouška hodnotí odolnost vzorků proti vlhkosti a korozi ve vlhkém prostředí.
Zkouška ztráty přilnavosti ve vroucí vodě
Lakovaná deska se testuje na odolnost vůči vroucí vodě po stanovenou dobu (přibližně 2 hodiny).
Zkouška odolnosti vůči MEK (methylethylketonem): Zkouška odolnosti proti MEK se provádí pro kontrolu řádného vytvrzení a přilnutí laku na povrch lakovaného předmětu. Methylethylketon se rozetře po povrchu lakovaného dílce vatovým tamponem (50 dvojitých přetření), aby se zjistilo, zda se nenaruší vazby nátěru. Případné blednutí, změknutí nebo odlupování poskytne informace o chemické odolnosti povrchu. Tato zkouška poskytuje také údaje o míře vytvrzení práškového laku.
Odolnost proti žloutnutí
Jedná se o měření změny barvy během procesu nanášení nátěru. Práškový nátěr přepálený vypalováním za vyšší než určené teploty a/nebo po delší než stanovenou dobu se porovnává s optimálně vypáleným nátěrem.
Předúprava kovového povrchu
Bez ohledu na typ nátěru musí být povrch suchý a zbavený oxidů (okují, rzi atd.) nebo jakýchkoli stop mastnoty, prachu nebo sloučenin, které by mohly narušit přilnavost nátěrové hmoty. Vyčištění povrchu však nemusí být dostačující přípravou na nanášení práškových laků. Proto je třeba před aplikací nátěru použít proces pokrytí povrchu přípravnou povrchovou úpravou.
Tato předúprava povrchu má tři funkce:
- Dokonalé očištění povrchu
- Příprava na vlastní lakování
- Zlepšení odolnosti proti korozi
Aplikace povrchových úprav zahrnují fosfátování oceli, zinkové fosfátování a chromování, v závislosti na typu kovu.
Práškové laky se nanášejí speciálními pistolemi, které vytvářejí elektrostatický náboj pro přilnutí laku na podkladovou plochu. Rozprašovací mechanismus je jednoduché vzduchem poháněné zařízení s násypkou, která vhání částice do trysky působením vzduchu pod určitým tlakem.
Existují dva typy metod nanášení práškových nátěrových hmot, a to koronovým výbojem a tribo-nabíjením.
Tribo-nabíjení je použitelné jen pro některé typy prášku. Pro koronový výboj takové omezení neexistuje. Pomocí koronového výboje lze nanášet typ prášku určený jak pro koronovou tak pro tribotechniku.
|
Proces nanášení na kovový povrch |
||
|---|---|---|
| Zinkové fosfátování | Fosfátování oceli ve 4 krocích | Fosfátování oceli v 6 krocích |
| Mazání | Mazání, fosfátování | Mazání |
| Oplach | 1. oplach | Oplach |
| Kondicionování | 2. oplach | Fosfátování oceli |
| Zinkové fosfátování | Oplach DI | 1. oplach |
| Oplach | 2. oplach | |
| Oplach DI | Oplach DI | |
Specifikace stříkací pistole využívající koronový výboj:
Koronové pistole jsou nejpoužívanějším aplikačním prostředkem pro práškové lakování. Fungují na principu nabíjení částic nátěrové hmoty pomocí vysokého napětí (max. 10 kW) v blízkosti špičky pistole při jejich rozprašování.
- Částice se nabíjejí záporným nábojem pomocí vysokého napětí, které je přiváděno hrotem pistole.
- U hranatých ploch a/nebo zářezů se může vyskytnout Faradayův jev.
- Tyto pistole se vyznačují vysokou rychlostí nástřiku.
- Jednoduchá konstrukce vyžaduje méně příslušenství.